紅外非球麵(miàn)透(tòu)鏡 點車(chē)
按需定製 .00
紅(hóng)外非(fēi)球(qiú)麵透鏡點車工藝 非球(qiú)麵玻璃透鏡(jìng)因具有良好的光學性能和成像質量、消除(chú)了球麵相差、增加了透光性、減少了光學



按需定製 .00
紅(hóng)外非(fēi)球(qiú)麵透鏡點車工藝 非球(qiú)麵玻璃透鏡(jìng)因具有良好的光學性能和成像質量、消除(chú)了球麵相差、增加了透光性、減少了光學
紅外非球麵透鏡點車工藝
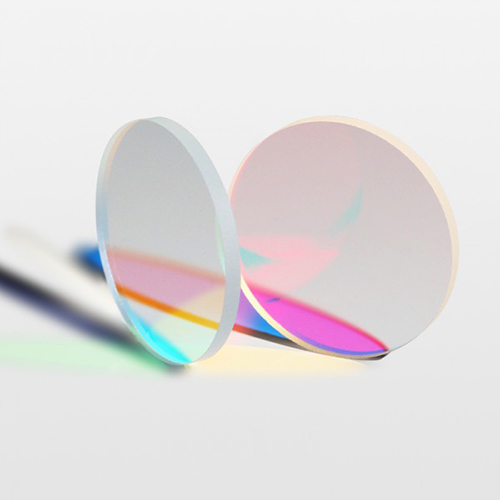
非球麵玻璃透鏡因具有(yǒu)良(liáng)好的光學性能和成(chéng)像質量、消除了球麵相差、增加了透(tòu)光性、減(jiǎn)少了光學係統的體積和重量(liàng),被廣泛應用於光學、光電和光(guāng)機械係(xì)統。在許多複雜的光學係統中,使(shǐ)用非球麵透鏡可(kě)以減少透鏡數(shù)量,實現設備的輕便化,同時保持甚至提升圖像質量。然而,非球麵透鏡的製造過程相(xiàng)對複雜,亚洲国产综合997(tè)光電(diàn)根(gēn)據產品屬性分為兩種加(jiā)工方式:單點金剛石車床加工和(hé)非球麵模壓加工。
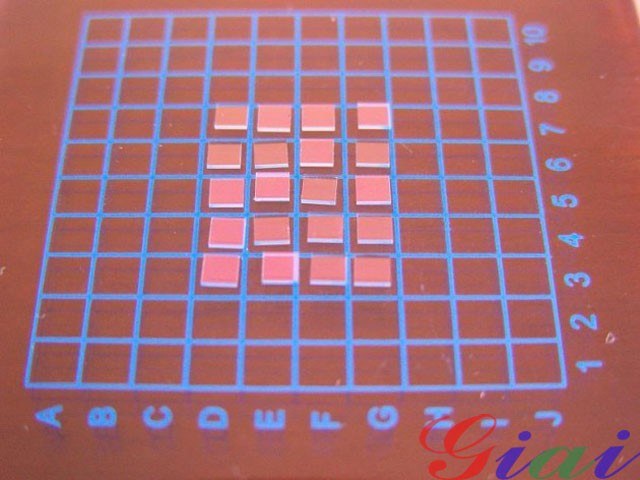
亚洲国产综合997目前采用(yòng)超(chāo)精密單點金剛石車床DJC-100C,加工元件表麵粗糙度可達納米級,口(kǒu)徑最大可達 到200mm,是將一片一片的玻璃逐片進行(háng)研磨加工而成的鏡片。並且(qiě)這種加(jiā)工方式可以應對多種(zhǒng)鏡片樣式,大口徑鏡片或曲率與球麵相差很大的非球麵鏡片都能製造(zào)。一般此類鏡片會運用在需要很高畫質的專業級鏡頭中。


加工過程:用含鑽石(shí)的研磨(mó)石切(qiē)割出精度200納米的非球麵形狀鏡片。之後將逐一對非曲麵形狀的鏡(jìng)片進行精密測量。根據測量結果,比對鏡片的設計數(shù)據,自動生成研磨程序,以誤(wù)差5納米的精度不斷重複測量及研的工序。